
Description
Available in grade 2 and grade 3.
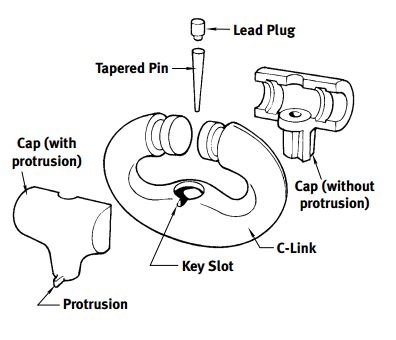
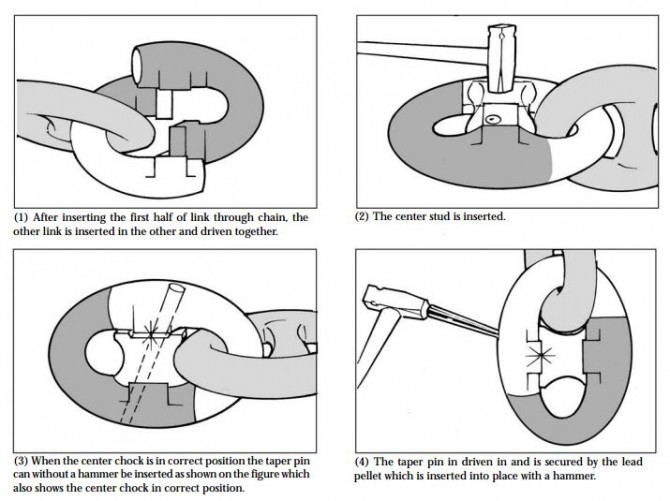
The Kenter-type joining link contains three parts plus taper pin and lead plug. The two main halves have numbers to be matched and arrows to be lined up for ease of assembly with the third piece (stud). The two main parts are attached to the ends of the chain in a vertical position and then fitted together, and the stud is then slid into place, which locks the link. The stud is secured by hammering a tapered pin into the hole drilled diagonally through all three parts of the joining link.
Prior to assembly, the internal mating surfaces should be coated with a molybdenum disulphide grease (MIL-G-23549) or an equivalent lithium based grease. When assembling and before inserting the new lead, any remaining lead must be reamed out. When disassembling, the locking pin is driven out with a drift. To part the link, a top swage shaped to the curvature of the link must always be used between the hammer and link so as to avoid damaging the machined surfaces.
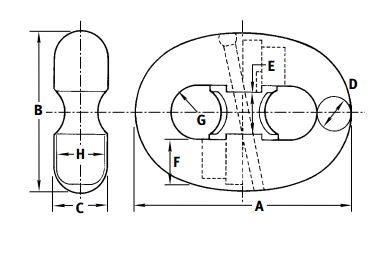
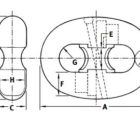
| Chain Size Inches / mm | A | B | C | D | E | F | G | H | Wt. Lbs. |
|---|---|---|---|---|---|---|---|---|---|
| 3/4 / 19 | 4-1/2 | 3-1/8 | 1-1/8 | 3/4 | 7/8 | 15/16 | 1/2 | 1 | 2.3 |
| 7/8 / 22 | 5-1/4 | 3-11/16 | 1-1/16 | 7/8 | 1 | 1-1/8 | 9/16 | 1-1/16 | 3.5 |
| 1 / 25 | 6 | 4-1/16 | 1-1/2 | 1 | 1-1/8 | 1-1/4 | 11/16 | 1-3/8 | 5.7 |
| 1-1/8 / 29 | 6-3/4 | 4-3/4 | 1-11/16 | 1-1/8 | 1-1/4 | 1-3/16 | 3/4 | 1-1/2 | 7.7 |
| 1-1/4 / 32 | 7-1/2 | 5-1/4 | 1-7/8 | 1-1/4 | 1-3/8 | 1-5/16 | 13/16 | 1-11/16 | 10.6 |
| 1-3/8 / 34 | 8-1/4 | 5-3/4 | 2-1/8 | 1-3/8 | 1-1/2 | 1-3/4 | 13/16 | 1-1/8 | 14.3 |
| 1-1/2 / 38 | 9 | 6-1/16 | 2-1/4 | 1-1/2 | 1-11/16 | 1-13/16 | 1 | 2 | 18.5 |
| 1-5/8 / 42 | 9-1/4 | 6-11/16 | 2-1/2 | 1-5/8 | 1-13/16 | 2-1/16 | 1-1/32 | 2-1/16 | 24.3 |
| 1-3/4 / 44 | 10-1/2 | 7-1/16 | 2-5/8 | 1-3/4 | 2 | 2-1/4 | 1-1/16 | 2-1/8 | 29.8 |
| 1-7/8 / 48 | 11-1/4 | 7-7/8 | 2-7/8 | 1-7/8 | 2-1/8 | 2-3/8 | 1-1/4 | 2-1/2 | 36.4 |
| 2 / 51 | 12 | 8-3/8 | 3-1/16 | 2 | 2-1/4 | 2-7/16 | 1-11/32 | 2-11/16 | 45.2 |
| 2-1/8 / 54 | 12-3/4 | 8-11/16 | 3-1/4 | 2-1/8 | 2-3/8 | 2-3/4 | 1-1/16 | 2-7/8 | 53.4 |
| 2-1/4 / 58 | 13-1/2 | 9-3/8 | 3-7/16 | 2-1/4 | 2-1/2 | 2-7/8 | 1-1/2 | 3 | 62.8 |
| 2-3/8 / 60 | 14-1/4 | 9-11/16 | 3-5/8 | 2-3/8 | 2-11/16 | 3-1/16 | 1-11/32 | 3-1/16 | 75.0 |
| 2-1/2 / 64 | 15 | 10-1/2 | 3-11/16 | 2-1/2 | 2-11/16 | 3-1/16 | 1-11/16 | 3-3/8 | 86.9 |
| 2-5/8 / 67 | 15-3/4 | 11-1/16 | 4 | 2-5/8 | 3 | 3-3/8 | 1-3/4 | 3-7/16 | 100.0 |
| 2-3/4 / 70 | 16-1/2 | 11-3/16 | 4-1/16 | 2-3/4 | 3-1/8 | 3-1/2 | 1-11/16 | 3-11/16 | 113.8 |
| 2-7/8 / 73 | 17-1/4 | 12-1/16 | 4-3/8 | 2-7/8 | 3-1/4 | 3-27/32 | 1-15/16 | 3-7/8 | 131.9 |
| 3 / 76 | 18 | 12-5/8 | 4-1/16 | 3 | 3-3/8 | 3-7/8 | 2 | 4 | 148.8 |
| 3-1/8 / 79 | 18-3/4 | 13-1/8 | 4-3/4 | 3-1/8 | 3-1/2 | 4 | 2-1/32 | 4-1/32 | 170.4 |
| 3-1/4 / 83 | 19-1/2 | 13-1/16 | 4-11/16 | 3-1/4 | 3-5/8 | 4-1/16 | 2-1/16 | 4-3/8 | 190.5 |
| 3-3/8 / 86 | 20-1/4 | 14-1/4 | 5-1/8 | 3-3/8 | 3-3/4 | 4-3/16 | 2-3/32 | 4-3/16 | 215.0 |
| 3-1/2 / 89 | 21 | 14-11/16 | 5-1/4 | 3-1/2 | 3-11/16 | 4-1/2 | 2-3/8 | 4-3/4 | 238.0 |
| 3-5/8 / 92 | 21-3/4 | 15-1/32 | 5-1/2 | 3-5/8 | 4-1/16 | 4-11/16 | 2-7/16 | 4-7/8 | 262.0 |
| 3-3/4 / 95 | 22-1/2 | 15-3/4 | 5-11/16 | 3-3/4 | 4-1/4 | 4-13/16 | 2-1/2 | 5-1/16 | 289.0 |